Da die Gussindustrie mit immer höheren Anforderungen an Produktqualität, Umweltschutz und Produktionseffizienz konfrontiert ist,V-Prozessguss(Vakuumverfahren) entwickelt sich dank seiner besonderen Vorteile – darunter hohe Präzision, minimale Umweltverschmutzung und hohe Materialrückgewinnungsraten – nach und nach zu einer zentralen Technik in modernen Gießereibetrieben.
Der V-Prozess – auch als vakuumversiegeltes Formen oder Unterdruckgießen bekannt – basiert auf einem Kernprinzip: der Verwendung einer Kombination aus „bindemittelfreiem Trockensand + Kunststofffolienversiegelung + vakuuminduzierter Verdichtung“. Anstatt sich auf herkömmliche chemische Härtungsmethoden zu verlassen, wird die Schimmelbildung durch physikalische Druckunterschiede erreicht.
• Versiegeln des Kolbens und des Musters mit einer Plastikfolie.
• Mithilfe einer Vakuumpumpe wird Luft abgesaugt, wodurch ein Unterdruck von 300–500 mmHg erzeugt wird.
• Verdichten des trockenen Sandes unter atmosphärischem Druck, um einen Härtegrad von 85–95 HB zu erreichen.
• Aufrechterhaltung des Unterdrucks während der gesamten Gieß- und Erstarrungsphase; Nach dem Abkühlen wird das Vakuum aufgehoben, wodurch der trockene Sand automatisch zerfällt.
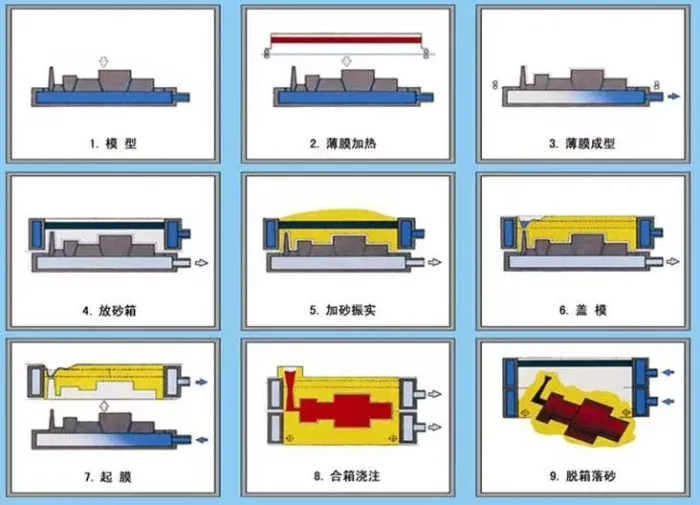
V-Prozess-Casting-Workflow
Das GanzeV-Prozess-GussDas Verfahren umfasst im Wesentlichen die folgenden sieben Schritte:
1. Mustervorbereitung
Verwenden Sie eine Musterplatte oder ein Muster, das mit Vakuumöffnungen ausgestattet ist, und stellen Sie sicher, dass diese Öffnungen gleichmäßig verteilt sind, um das anschließende Vakuumsaugen zu erleichtern.
2. Filmanwendung
Erhitzen Sie eine Plastikfolie auf eine Temperatur von 80–120 °C, um sie weicher zu machen, und legen Sie sie dann über die Oberfläche des Musters. Legen Sie ein Vakuum an, um sicherzustellen, dass die Folie fest und präzise an den Konturen des Musters haftet.
3. Anwendung einer feuerfesten Beschichtung
Sprühen Sie eine schnell trocknende feuerfeste Beschichtung – etwa 0,04 mm dick – auf die Oberfläche des Formhohlraums und führen Sie anschließend einen Trocknungsprozess durch; Dieser Schritt verhindert Sandanhaftungen (Einbrennen) und erhöht die Dichtwirkung.
4. Sandfüllung und -verdichtung
Positionieren Sie einen Spezialkolben über dem Muster und füllen Sie ihn dann mit trockenem Quarzsand mit einer Maschenweite von 100–200 Mesh. Wenden Sie Mikrovibrationen an, um die Sandform zu verdichten und die Oberfläche zu ebnen.
5. Versiegeln und Vakuumieren
Decken Sie die Oberseite des Kolbens mit einer Dichtungsfolie ab und legen Sie ein Vakuum an, um einen Unterdruck zu erzeugen, wodurch die Sandformstruktur ausgehärtet und stabilisiert wird.
6. Musterabtrennung und Formmontage
Lassen Sie das Vakuum auf der Musterplatte ab, um den Musterabziehvorgang abzuschließen. Anschließend werden die Kerne eingesetzt (falls erforderlich) und die Formhälften zusammengebaut, während der Unterdruckzustand zur Vorbereitung des Gießens kontinuierlich aufrechterhalten wird. 7. Ausgießen und Ausschütteln
Das Gießen erfolgt unter Vakuumbedingungen (mit einer Gießtemperatur von etwa 1300–1400 °C für Grauguss). Sobald das Gussstück auf ca. 90 °C abgekühlt ist, wird das Vakuum aufgehoben und ein automatischer Ausschüttelvorgang mit anschließender Reinigung eingeleitet.
Kernvorteile des V-Prozessgusses
Im Vergleich zu herkömmlichen SandgussverfahrenV-Prozess-Gussbietet klare und umfassende Vorteile:
1. Hohe Gussqualität
Die Oberflächengüte der Gussteile kann Ra12,5 erreichen und die Maßhaltigkeit kann die Klasse CT9 erreichen. Die Fehlerquote ist gering und Formschrägen können sogar auf 0° reduziert werden, wodurch sich das Verfahren besonders für hochpräzise Bauteile mit komplexen Strukturen eignet.
2. Umweltfreundlich und nachhaltig
Der Prozess erfordert keine Bindemittel, wodurch Staub und schädliche Gasemissionen wirksam reduziert werden. Die Rückgewinnungsrate für Altsand liegt bei über 95 %, was perfekt zum modernen Trend zur umweltfreundlichen Fertigung passt.
3. Niedrige Produktionskosten
Es eliminiert die Kosten für Harze und Härter und verlängert gleichzeitig die Lebensdauer der Form um 30–50 %. Darüber hinaus werden die Bearbeitungsaufmaße bei Gussteilen um 20–40 % reduziert, was die Kosten für die Nachbearbeitung weiter senkt.
4. Breites Anwendungsspektrum
Das Verfahren eignet sich für eine Vielzahl von Materialien – einschließlich Gusseisen, Stahlguss und Nichteisenlegierungen – und wird häufig bei der Herstellung großformatiger Komponenten, dünnwandiger Teile und komplexer Strukturbaugruppen wie Werkzeugmaschinenbetten, Gegengewichten und verschiedenen Arten von Gehäusen eingesetzt.
Durch Nutzung seiner Vorteile in Bezug auf hohe Qualität, Umweltverträglichkeit und Kosteneffizienz,V-Prozess-Gusstreibt die Gießereiindustrie kontinuierlich in eine Zukunft, die von hocheffizienter, umweltfreundlicher und präziser Fertigung geprägt ist.